福建抛丸清理机供应
发布时间:2022-12-26 01:52:26
福建抛丸清理机供应
抛丸机的消费过程中抛头轴承的毛病主要有:装置不标准、短少光滑油、疲倦磨损、外力损坏等。相应措施:严格按标准停止装置,定期维修轴承,加注润滑油,改善光滑条件。原抛头轴承部分采用高压枪给油方式,8个抛头加注光滑油需3小时,既不安全又浪费时间。目前,通过高压钢丝软管将每个抛头轴承部分连接起来,由高压油泵自动加油。在8个抛头上加注光滑油只需10分钟,效率高。润滑油的适当选择将直接影响抛丸机的使用寿命和良好的机器性能。通常,抛头轴承的外观温度不易超过60°。改性磺基聚合脂1615EN具有超强的耐水性;耐腐蚀性;耐高温(比普通锂基脂高100°),使用寿命长。选择轴流风机,停止强制散热,降低轴承环境温度,增加抛头体的排气孔,自动加注光滑油。定期检修叶轮、叶片、护板和皮带等,消弭外力产生的机械共振。分析定向套的损坏原因,并采取措施。抛丸机的定向套固定在抛丸机壳体上,旋转定向套可改变抛丸方向。当定向套内有深槽或定向套窝口磨损约10m时,应更换。抛丸机的定向套窝口与叶轮中心线偏移角度大小决议弹丸的径向散射角,普通以45°左右为宜。分丸轮的损坏及改换:球轮固定在主轴上,与叶轮旋转。球轮是易损件。当球轮磨损超过15mm时,应及时更换。如果继续使用,球的径向散射角会增加快速保护板的磨损,降低清算效果。

福建抛丸清理机供应
通过抛丸机是指对钢板、钢、钢梁、型钢、钢管、铸钢件等各种钢材进行连续除氧化皮、清洗和预处理的机械设备。辊道通过抛丸机操作简单。只需将钢材装载到机器中,按下启动按钮。经过短时间的循环周期后,系统会自动卸下处理好的材料,即完成整个清洗过程,去除所有灰尘和残留的球。特殊抛头能进一步提升产能,大幅度增强抛丸性能和耐磨损力。辊道可与锯、钻、铣、喷漆、烘干等其他操作进行整合,为客户提供全套的处理设备。加配输送链和交叉传送系统,能进一步提高生产率。辊道以其高度可靠性、使用寿命长、工程设计不断进步、性能好而闻名。抛丸机秉承了一贯的产品优势,代表了生产力和效能。如配备抛头系统,能让您的生产力得到很大程度地提升。辊道式抛丸机提供高性价比,是理想的清理设备。用抛丸机进行机械除锈,已在生产中获得了认可并得到广泛的应用。设备组合系统使工艺过程可靠、经济,保证了工件要求的清洁度。抛丸机系统自动化程度高,配备用户指定的装卸单元。整个系统可以作为独立的设备或整合到整个除锈和防腐处理生产线上。1、设计简单,符合流水线生产要求;2、改善生产连续化过程;3、输送距离短(没有产品中间的存储过程);自从抛丸过程整合到整个自动化生产线上,操作成本大大降低。
福建抛丸清理机供应
抛丸机是否应采取一些防爆措施,取决于其使用环境、工件类型、使用要求等。如果工件在抛丸过程中会产生爆炸性粉尘,或在某些环境条件下有爆炸风险,则需要采取一定的保护措施,以避免或防止爆炸。抛丸机采取防爆措施的话,在具体措施上,是为:抛丸机除尘器本体内表面无漆膜,本体有散口。在除尘袋上,应选择含金属丝的导电滤袋。此外,在除尘风管上,其法兰接地,并在风管入口侧安装单向逆止阀。抛丸机体接地,风机电机采用防爆型,各部位安装断路器漏电保护器。影响抛丸清理机价格高低的主要因素:1、抛丸速度;抛丸速度增加时,抛丸强度也增加,但速度过高时,抛丸破损量增加。2、抛丸的硬度;当抛丸硬度高于零件硬度时,其硬度值的变化不会影响抛丸强度;当抛丸比零件软时,如果抛丸硬度值降低,抛丸强度也会降低。3、喷射角度;抛丸射流垂直于待喷表面时,抛丸强度高,一般应保持在这种状态。如果零件的形状有限,必须用小角度喷丸,应适当增加喷丸的尺寸和速度。4、抛丸的破碎量;抛丸动能低,破碎的抛丸越多,喷丸强度越低,不规则的碎丸会划伤零件表面。因此,应经常清除碎丸,以确保喷丸完整性大于85%。抛丸设备基本相同,只需使用一些辅助装置来更严格地控制抛丸过程。5、抛丸大小;抛丸越大,冲击动能越大,抛丸强度也越大,但抛丸的覆盖率降低。因此,在保证抛丸强度的同时,应尽量选择较小的抛丸。此外,喷丸尺寸还受零件形状限制。当零件上有沟槽时,抛丸直径应小于沟槽内圆半径的一半。抛丸粒度常在6~50目之间选用。

福建抛丸清理机供应
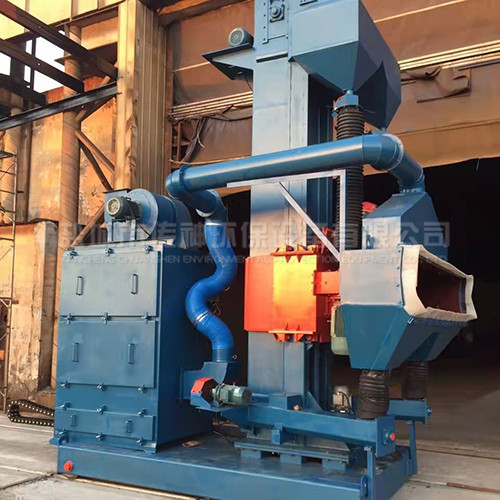
抛丸机技术是目前对各种机械部件进行表面清扫、强化、光装饰、去除毛刺的先进技术之一,该设备主要由抛丸器、耐磨橡胶带、绞车、提升、分离器、供应运输、吸尘器、清扫机械组合而成。抛丸机的三个主要用途如下:①抛丸清扫机可以在零件表面产生压力,提高疲劳强度和拉伸应力腐蚀的能力;②抛丸清扫机可校正扭曲的薄壁部件;③抛丸清扫机的技术取代了一般的冷热成形技术,对大型薄壁铝制零件进行成形加工,不仅可以避免零件表面的残留拉伸应力,还可以获得对零件有利的压力应力。应注意的是,抛丸机处理的零件的使用温度不能太高。否则,压力会在高温下自动消失,失去预期的效果。它们的使用温度由零件的材质决定,一般钢件大约在260-290℃,铝件只有170℃。