张家口抛丸清理机生产厂家
发布时间:2023-04-08 01:47:16
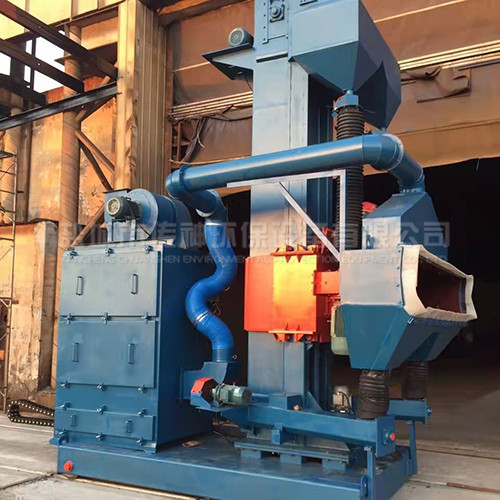
张家口抛丸清理机生产厂家
抛丸处理后的钢材可以得到非常好的原材料原色,也可以成为金属材料零件表层变黑、变蓝、钝化处理等加工技术的前工序,为电镀技术、涂料涂装提供优良的基准点。本设备抛丸处理后,钢可降低拉伸应力,优化表层晶体,加强钢表层,提高其使用期限。在设备清扫机中添加必要的工作部件,启动设备后,工作部件在髌骨速度的工作压力下均匀合理的效果在物品上,超过清扫的目的地。抛出的弹丸和沙子进入分离袋分离,清扫的气体排出空气,灰尘进入烟尘收集袋。试过的弹丸和砂可以再次综合利用,同时降低原材料的消耗,降低工作成本。履带式抛丸机在许多工作行业具有重要效果,在其工作中可以更快地进行,多方面缓解员工的工作压力。

张家口抛丸清理机生产厂家
抛丸机脱脂的目的是去除工件表面的油污。抛丸后,附着在抛丸上的工件会形成油泥,影响涂层质量。同时,油污会堵塞除尘过滤,导致过滤使用寿命缩短。严重的话会堵塞除尘设备,导致除尘设备报废。卡车厂抛丸线脱脂采用加热喷射处理系统,工艺要求:温度40~70℃;槽液浓度1~5点。生产过程中,应及时调整,以确保达到工艺要求的范围。梁式抛丸线还应控制喷射压力在0.2~0.4兆帕范围内,过低容易清洗,过高容易将工件从挂击落。清洗保养:脱脂槽每周换水一次,彻底清理沉淀物;滤网每2小时清洗一次;喷嘴每天调整一次,方向准确,不堵塞;管道每月清洗两次。洗涤设备类似于脱脂,也采用加热喷射处理系统,但只控制温度(40~70℃),不需要控制浓度,其他管理与脱脂相同。纵梁抛丸线采用压缩空气吹水强制沥水,横梁抛丸线采用旋转离心沥水自动控制。要求工件表面的浮水基本沥干,减轻干燥压力,节约能源。干燥温度应为70~120℃,以保证工件表面的残水清洁。沥水和干燥的管理是去除工件表面的水分。带水工件进入抛丸机的后果比带油工件更严重。首先,带水工件抛丸后容易生锈,影响涂层质量;其次,水进入抛丸机会导致钢丸和抛丸产生的灰尘生锈和结块,导致抛丸机输送系统和除尘系统堵塞,严重时报废。因此,在生产过程中,应确保工件表面的水分被去除。

张家口抛丸清理机生产厂家
抛丸机的消费过程中抛头轴承的毛病主要有:装置不标准、短少光滑油、疲倦磨损、外力损坏等。相应措施:严格按标准停止装置,定期维修轴承,加注润滑油,改善光滑条件。原抛头轴承部分采用高压枪给油方式,8个抛头加注光滑油需3小时,既不安全又浪费时间。目前,通过高压钢丝软管将每个抛头轴承部分连接起来,由高压油泵自动加油。在8个抛头上加注光滑油只需10分钟,效率高。润滑油的适当选择将直接影响抛丸机的使用寿命和良好的机器性能。通常,抛头轴承的外观温度不易超过60°。改性磺基聚合脂1615EN具有超强的耐水性;耐腐蚀性;耐高温(比普通锂基脂高100°),使用寿命长。选择轴流风机,停止强制散热,降低轴承环境温度,增加抛头体的排气孔,自动加注光滑油。定期检修叶轮、叶片、护板和皮带等,消弭外力产生的机械共振。分析定向套的损坏原因,并采取措施。抛丸机的定向套固定在抛丸机壳体上,旋转定向套可改变抛丸方向。当定向套内有深槽或定向套窝口磨损约10m时,应更换。抛丸机的定向套窝口与叶轮中心线偏移角度大小决议弹丸的径向散射角,普通以45°左右为宜。分丸轮的损坏及改换:球轮固定在主轴上,与叶轮旋转。球轮是易损件。当球轮磨损超过15mm时,应及时更换。如果继续使用,球的径向散射角会增加快速保护板的磨损,降低清算效果。
张家口抛丸清理机生产厂家
如果喷砂机的视角有问题或错误,会造成吊钩式抛丸机抛丸表面不对称。而且不能超过清理的目的,会危及抛丸的质量和实际效果。因此,在使用抛丸机时,喷砂机的视角规定是合适的,适用于保证吊钩式抛丸机的抛丸质量。为了使吊钩抛丸机具有良好的实际清洗效果,人们还必须做的是通过质量,钩抛丸机的主要参数应通过。有效适合。恰当的抛射物。以便超过这3点,能够具备优良的清理实际效果。钢件的净重应在吊钩式抛丸机要求的范围之内。吊钩式抛丸机怎样不超出要求范畴?橡胶轮与钩式抛丸机减速器钩之间的间隙应有效,否则会危及钩式抛丸机的正常运行。另一个,假如机器设备有常见故障,应立即处理。吊钩式抛丸机实际操作时,应根据颗粒的粒度分布和外观进行操作和选择,并调整和设置设备的行走速率。钩式抛丸机操纵颗粒的射弹水流,以获得不同的抛射抗压强度,并获得不同金属表面处理的实际效果。